下载中心
下载中心 视频中心
视频中心 (86)0411-87625211
(86)0411-87625211
浅谈石英砂色选机的五大优势
随着市场价格信息迅速而有效地传播, 采矿业的产品大体上是相似的、标准化的, 多以透明的方式进行贸易。大多数制造业常用的方式是通过培育品牌忠诚度、分割市场或其他手段来提高竞争力, 然而依照目前的形势看来,保证高价和利润增长最最根本的,还是要保证矿石的质量。科技技术急速发展的今天,矿石质量要求日益严格的今天,什么样的分选设备才能满足这样的要求呢?毫无疑问,矿石色选机,石英砂色选机。
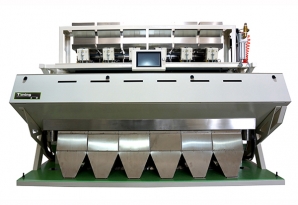
石英砂色选机全部采用工业专用大视野镜头,日本进口高端彩色高精度CCD传感器,另配高稳定性长寿命LED特别光源,能够识别细微的颜色变化,对浅黄、发暗及同种颜色的微小区别也具备优良的选别效果;同时配备高质量的图像处理系统,为高精度分选的普通色选机无法分选的物料提供了良好的解决方案;国产或意大利高稳定性喷阀,美国超高速FPGA处理器,集色选、形选和材质分选功能一体;智能系统,带自学习功能,简单操作。它有着不得不说的五大优点:
(1)喂料装置。摒弃传统的振动原理来喂料,此款矿石色选机采用加长级振动结构,配以合理的振动角度和有效的振动频率,经多次试验验证,它合理的给料方式,不仅大大提高产量,并且提升了色选效果。
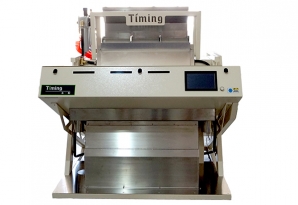
(2)传料装置。颠覆传统方式(瀑布式、履带式),它无需更换料槽和皮带,更加稳定有保障。
(3)色选装置。采用远距离高清摄像头,可进行大距离拍摄,可使拍摄采集区原理大灰尘区,有效解决生产清理时间问题,提高生产效率,从而大大提高产量。
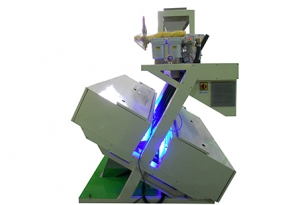
(4)光源装置。独立式灯箱处理方式,使得在大灰尘区的灯光可以不停机清理灰尘,适合流水线生产。
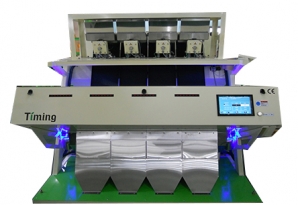
(5)驱动装置。同样的传统气动式,但是选用更大气量的喷阀,强大的吹气部件可保证100mm内的物料都能色选,由此产量得以巨大提升。